

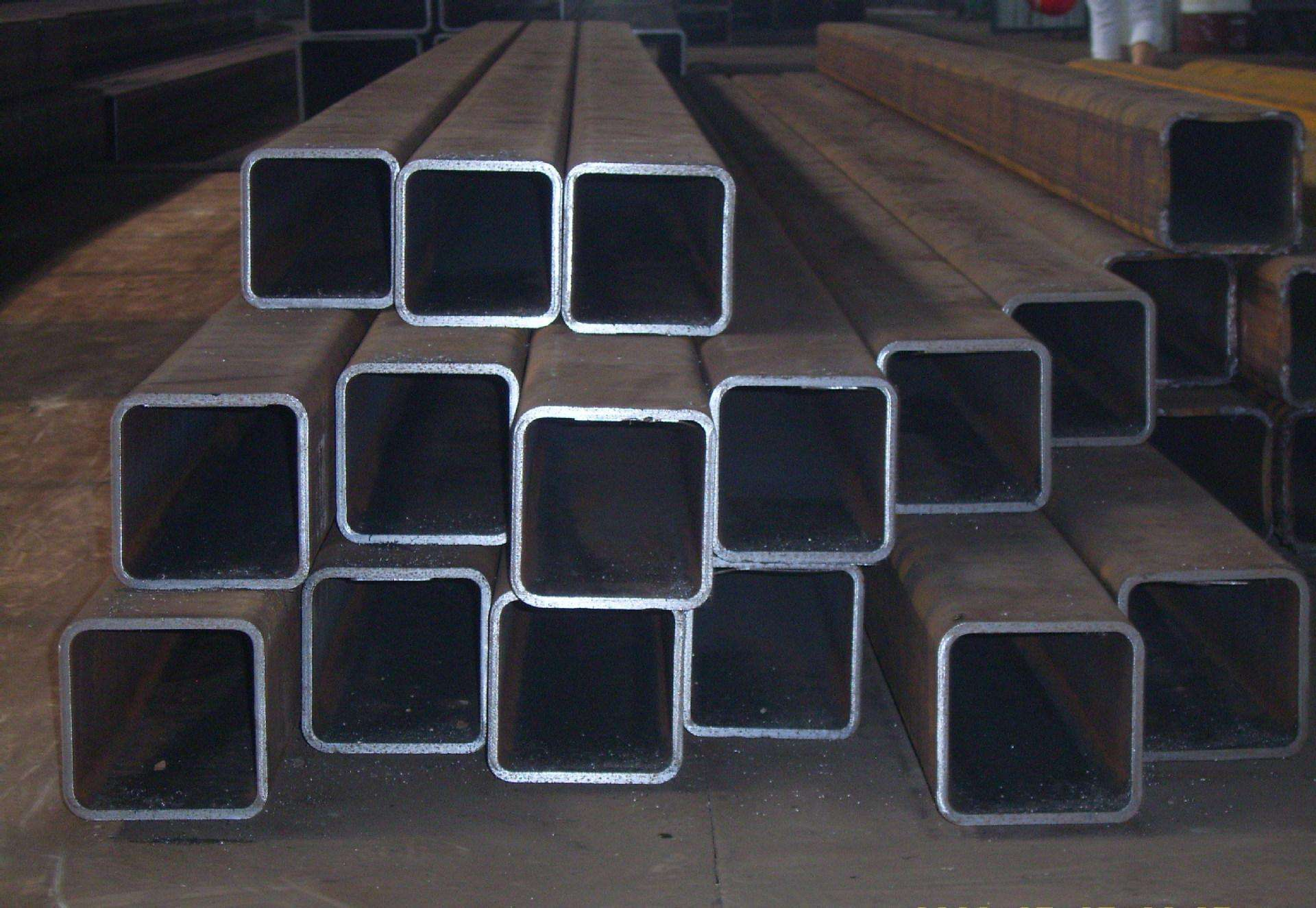



ND钢直缝焊管中一种新型的工业使用产品,这种产品的出现在工业里的使用优势非常的多,操作起来简单,处理时也比较的方便。广泛应用于电厂和炼油厂制造在高含硫烟气中工作的省煤器、ND钢钢管空气预热器、ND钢钢管热交换器和蒸发器等用以抵御含硫烟气结露腐蚀。因此在工业里常使用到它。那么ND钢钢管在使用的过程中出现问题的解决方法是什么呢?现在小编就为大家介绍一下。 ND钢直缝钢管预焊常见问题处理:
ND steel straight seam welded pipe is a new type of industrial product. This product has many advantages in industry. It is easy to operate and easy to handle. It is widely used in power plants and refineries to manufacture economizers, ND steel pipe air preheaters, ND steel pipe heat exchangers and evaporators working in high sulfur-containing flue gas to resist sulfur condensation corrosion. So it is often used in industry. So what are the solutions to the problems in the use of ND steel pipe? Now Xiaobian will introduce it to you. Common problems of ND steel straight seam steel pipe pre-welding: 一、错边。
1. Misalignment.
这是预焊中最常见问题,错边超差,直接导致ND钢管的降级或报废。所以,预焊时要求严格控制错边量。当整根或大半根钢管坯出现错边超差时,一般是由于:
This is the most common problem in pre-welding. Over-error of staggered edge directly leads to the degradation or scrap of ND steel pipe. Therefore, the amount of staggered edges should be strictly controlled during pre-welding. When the whole or most of the billets are out of tolerance, it is generally due to:
(1)开口缝调整不到位
(1) Inadequate adjustment of opening seam
(2)合缝压辊调整不到位(压辊的周向角度不对,或以管坯中心线为轴线,左右压辊不对称,或相对的压辊的径向伸长量不一致),没有压圆。
(2) The seam pressing roll is not adjusted properly (the circumferential angle of the pressing roll is not right, or the center line of the billet is the axis, the left and right pressing rolls are not symmetrical, or the relative radial elongation of the pressing roll is not the same), and there is no pressing circle.
(3)预弯边没有预弯到位,板边丰在直边现象所致。当管坯的头或尾的、出现错边超差时,一般是由于进出口辊道的位置不对;环形架中心不对;合缝压辊压圆不好,个别压辊位置偏差;成型不好(成型后的管坯两边高低相差较大;开口缝宽在150mm以上);液压系统压力波动所致。
(3) The pre-bending edge is not in place, and the abundant plate edge is caused by the phenomenon of straight edge. When the head or tail of the billet is out of alignment, it is generally due to the incorrect position of the inlet and outlet rollers, the incorrect center of the ring frame, the incorrect rounding of the seam pressing rollers, the deviation of the position of individual rollers, the bad forming (the difference between the height of the two sides of the billet after forming is large; the width of the opening gap is more than 150 mm), and the pressure fluctuation of the hydraulic system.
二、背面焊瘤、烧穿。
2. Back welding nodules and burn-through.
背面焊瘤,若清除,耗时,影响生产过程的正常进行;不清除,影响内焊焊接成型及内焊焊缝的跟踪。烧穿,影响内外焊质量,需填补。
If the back welding spot is cleared, it will take time to affect the normal production process; if it is not cleared, it will affect the formation of internal welding and the tracking of internal welding seam. Burn-through, affect the quality of internal and external welding, need to be filled.
产生背面焊瘤和烧穿的原因,一般是以下几点:
The reasons for the back weld and burnout are generally as follows:
(1)合缝不紧,也有可能是液压系统压力过低;
(1) The seam is not tight, or the pressure of the hydraulic system is too low.
(2)成型不好,圆度偏差大
(2) bad forming and large roundness deviation
(3)预焊工艺参数选择不当。一定的焊接电流和电弧电压要配以适当的焊接速度,线能量过大或焊速过低,都易产背面焊瘤和烧穿。
(3) improper selection of pre-welding process parameters. Certain welding current and arc voltage should be matched with appropriate welding speed. Excessive linear energy or low welding speed are easy to produce back welding nodules and burn-through.
三、气孔。
3. Stomata.
预焊焊缝气孔导致内外焊的内部缺陷。预焊焊缝产生气孔,一般是由于以下几点:
Porosity in pre-welded seam leads to internal defects in internal and external welding. Gas holes in pre-welded seams are generally caused by the following factors:
(1)保护气体质量不佳,如含有水分,压力流量不够等;
(1) The quality of protective gas is not good, such as water content, insufficient pressure and flow rate, etc.
(2)焊枪出现部分堵塞保护气体形成的气罩不均,有害气体搅人
(2) Gas shield formed by partial blockage of welding torch is uneven and harmful gas is disturbing.
(3)坡口上有锈蚀、油污等所致。
(3) Rust and oil stain on the groove.
四、焊缝成型差。
4. Poor weld formation.
焊缝成型差,影响后序的内外焊跟踪,影响焊接过程的稳定,从而影响焊接质量。焊缝成型与线能量密切相关,焊接电流、电弧电压一定,焊速增大,焊缝熔深和熔宽减小,导致焊缝成型差。当焊缝中产生气孔时,也常常产生焊缝成型差现象。
The poor weld formation affects the internal and external welding tracking of the sequence, affects the stability of the welding process, and consequently affects the welding quality. Weld formation is closely related to linear energy. With a certain welding current and arc voltage, the welding speed increases and the penetration and width of the weld decrease, resulting in poor weld formation. Poor weld formation often occurs when gas holes occur in the weld.
五、飞溅。
5. Splash.
预焊中飞溅容易烧伤钢管表面或坡口,且不易清除,从而影响焊接质量和钢管外表面质量。产生飞溅的原因主要是保护气体成分不对或工艺参数不对,应搞保护气体中氩气的比例。
Splash in pre-welding is easy to burn the surface or groove of steel pipe, and is not easy to remove, thus affecting the welding quality and the external surface quality of steel pipe. The main reason for spatter is the incorrect composition of protective gas or the incorrect process parameters. The ratio of argon in protective gas should be determined.
